
Phosphorus recovery poses major technical, economic and strategic challenges for operators of wastewater treatment plants and incinerators of sewage sludge.
The obligation to thermally treat sewage sludge and to recover phosphorus, which will apply in Germany from 1 January 2029, will fundamentally change the framework conditions for sewage sludge utilisation and disposal. On the one hand, from 2029 onwards, agricultural recycling will no longer be possible, and on the other hand, co-incineration as an option for the disposal of sewage sludge, which has so far accounted for the largest share of disposal, will also cease to exist.
What are the options for phosphorus recovery?
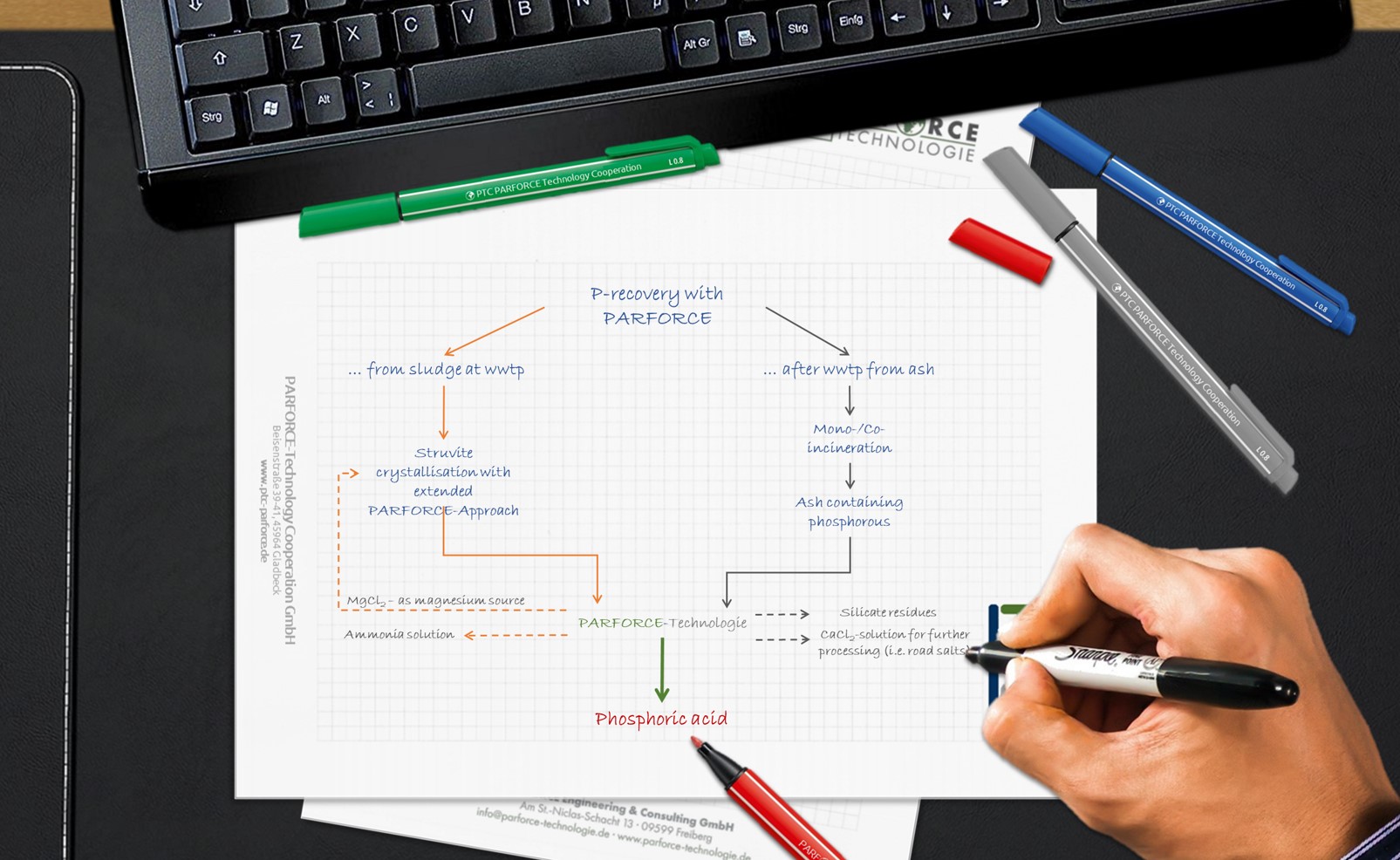
In principle, the future obligation to recover phosphorus can be realised at or after the wastewater treatment plant. With PARFORCE, both paths are possible due to the flexibility of the technology.
Phosphorus recovery at the wastewater treatment plant
If phosphorus recovery is to be realised at the sewage treatment plant, the phosphorus content in the sewage sludge must be reduced to such an extent that less than 2% P (20g/kg DM) remains in the sewage sludge dry matter. After this, there is no longer a P recovery obligation on the sewage sludge according to waste legislation and the sewage sludge can be used as biogenic fuel in co-incineration (e.g. cement plant).
This option exists if phosphorus is eliminated from the wastewater by biological processes (Bio-P) at the wastewater treatment plant – or can be eliminated securely by process conversion.
Phosphorus can then be separated from the biomass in the course of sludge treatment, e.g. as struvite (also called MAP – magnesium ammonium phosphate). This option is feasible with the “extended PARFORCE approach”.
By adapting and combining known process principles, up to 2/3 of the phosphorus contained in the sludge can be separated – mostly as struvite – with the “extended PARFORCE approach”. The separated struvite can then be refined into phosphoric acid using the PARFORCE Technology®. Due to the clearly defined crystal structure of struvite, which absorbs only extremely small amounts of defective elements into the lattice structures, upgrading to phosphoric acid with the PARFORCE-Technology® is easily done. The salt solution (MgCl2) produced during the refinement of struvite can be used directly again as a source of magnesium for struvite crystallisation at the wastewater treatment plant. This process approach to P recovery is completely residue-free.
Phosphorus recovery after the wastewater treatment plant
If the phosphorus recovery obligation under waste legislation is realised, the sewage sludge is first incinerated in mono-incineration plants. The recovery obligation then passes to the incinerator, but
the sewage treatment plant operator still carries the burden of prove that phosphorus has been recovered in accordance with the legal requirements. 80% of the phosphorus contained in the ash must be recovered. With the PARFORCE-Technology®, compliance with the minimum recovery quota is reliably achievable. Since the PARFORCE-Technology® recovers phosphoric acid from the ash, there are no approval problems with regard to the recycled material produced.
In contrast to gaining phosphoric acid, if a phosphate fertiliser is to be produced from the ash, this is only permissible under fertiliser regulation if, on the one hand, the sewage sludge contains such low levels of organic and inorganic pollutants before incineration that agricultural use would be permitted in principle and, on the other hand, the ash complies with the strict limits of the Fertiliser Ordinance for inorganic pollutants after incineration. This is rarely the case. The high pollutant contents in sewage sludge have prompted the legislator to reform the Waste Sewage Sludge Ordinance in 2017 and to generally require mandatory thermal treatment from 2029 in order to protect the soil from further pollutant inputs.
Sewage sludge ash consists of a large number of different, complex material and mineral phases formed by incineration. The phosphorus is embedded in some of these material and mineral phases and has to be extracted in a complex way.
The PARFORCE-Technology® is a wet-chemical process that separates most pollutants and impurities in only a few process steps and produces high-quality phosphoric acid.
Each sewage sludge ash has individual chemical and physical properties. This is due, on the one hand, to the very different compositions of the sewage sludge and, on the other hand, to the way in which the sewage sludge is incinerated. The PARFORCE technology® is designed for specific ash or for certain fluctuation ranges of ash characteristics. For this reason, a comprehensive preliminary investigation is carried out before any PARFORCE system is planned in order to design the process to fit exactly. The findings of the preliminary investigation are used to develop an implementation concept that is supported by laboratory and demonstration trials. The implementation concept always includes a qualified technical and economic feasibility study, which enables a reliable investment decision.
What is our procedure for setting up a phosphorus recovery plant?
Our concepts are always preceded by a solid analysis of your initial conditions and objectives in order to record and evaluate all options for compliance with the AbfKlärV.

Our concepts – regardless of whether you favour phosphate separation in the course of sludge treatment or recovery from sewage sludge ash – are proven by laboratory and demonstration trials and form the starting point for technical-economic feasibility studies that enable you to make a reliable investment decision.
We design and set up your phosphorus recovery solution for you and also provide operational services, if this is desired.
Preliminary investigation
Even if you have your sewage sludge thermally recycled in a municipal cooperation, a public private partnership or by a service provider, it is of strategic importance to know the challenges of the changed legal framework on sewage treatment plant operations and to develop optimising concepts and strategies.
Using state-of-the-art methods (XRF, ICP-OES, ICP-MS, calorific value analysis, viscosity characterisation, etc.), we determine the relevant sludge and ash parameters that are important for future mono-combustion and P recovery. If no ash is available, ash can be modelled from the sludge parameters based on the expected combustion regime.
With the results, we show you options that enable you to optimise your sewage sludge utilisation and phosphorus recovery.
Concept development
Our concepts are based on analyses of your concrete or modelled ash and are proven on a laboratory and demonstration scale. The tests serve to determine material flows as well as chemical and energy consumption figures, which are the starting point for technical and economic feasibility studies.

The feasibility studies, which include initial qualified estimates of investment and operating expenses in addition to the respective procedural details, substantiate investment decisions and mitigate investment risks.
Planning / engineering
Our experienced engineers stand for professional planning and execution of your investment project. The starting point of every planning is the prior feasibility study with the process engineering solution tailored to the specific application.
State-of-the-art CAD programmes and professional project management are just as much a part of our strengths as a highly motivated and excellently trained team.
Challenging tasks are part of our daily business and encourage us to give our best.
Construction
Highest precision and care are our top priority.
The certification of our quality management according to ISO 9001 is just as self-evident for us as the certification according to ISO 45001 (occupational health and safety) and ISO 14001 (environmental protection).
We are only satisfied when everything is completed and running smoothly.
We offer subsequent servicing of the systems for maintenance and repair as well as a fault clearance service with remote system monitoring.

Operating
We take responsibility for our concepts and services. On request, we invest in your large-scale phosphorus recovery plant and operate them for you.
We are open to PBO (Plan-Build-Operate) or PPP (Public Private Partnership) models.

Why is solid preparation of the investment decision important?
Sewage sludge ash consists of complex mineral compounds with a large number of challenging ingredients. Ultimately, sewage sludge ash is the concentrated, inorganic pollutant sink of wastewater treatment. Incineration transforms the mineral components of sewage sludge and produces different phosphate-containing material and mineral phases from which the phosphorus must be recovered.
The combustion regime (combustion type, temperature, additives, etc.) has a considerable influence on the phase transformation. The composition as well as the chemical and physical properties of the ash determines the process design and the number of necessary process steps to comply to legal requirement in respect to recovery rate.
Solid analyses and feasibility studies on which the planning is based significantly reduce investment risks.
What makes the PARFORCE Technology® unique?
The PARFORCE-Technology® is a wet-chemical, power-to-chemicals process that produces phosphoric acid from a wide variety of phosphate-containing primary and secondary raw materials. Feedstock can be phosphate ores (apatite/rock phosphates) or phosphate-containing production and sewage plant residues such as struvite/magnesium ammonium phosphate (MAP), tri-/di-calcium phosphates, sewage sludge ash as well as animal and bone meal ash, etc.
The PARFORCE-Technology® was not developed exclusively in respect to phosphorus recovery in accordance with the Wastewater Treatment Ordinance (AbfKlärV), but is the result of research into so-called one-technology-approach-chemistry, which does not differentiates between primary or secondary raw materials for producing high grade bulk chemicals. The one-technology-approach-chemistry develops processes and technologies that enable the energy and raw material transition to a circular economy. The essential process properties of PARFORCE are:
- High flexibility in feedstock and process orientation for the production of different by-products
- Production of high quality phosphoric acid
- Fulfilment of the AbfKlärV also for ash with low P2O5 content and large fluctuation ranges in
- composition
- Separation of heavy metals
- No generation of additional residual materials such as gypsum or hazardous waste
- Reliable, proven method
How does our technology work?
PARFORCE-Technology® consists of a core technology called “PARFORCE-Core” with four major process steps and one or more additional upstream or downstream or integrated process components – depending on the process orientation and the feedstock to be processed.
In the first process step, the phosphate-containing primary or secondary raw material to be processed is chemically digested in a digestion reactor using hydrochloric or nitric acid – the phosphates are mobilised from the solid and transferred into a liquid phase (digestion suspension).
The digestion suspension contains the phosphoric acid and is filtered in a second step and in a third process step the phosphoric acid is purified by a membrane process. The fourth step is to concentrate the phosphoric acid to 75% to 85% (trade standard).
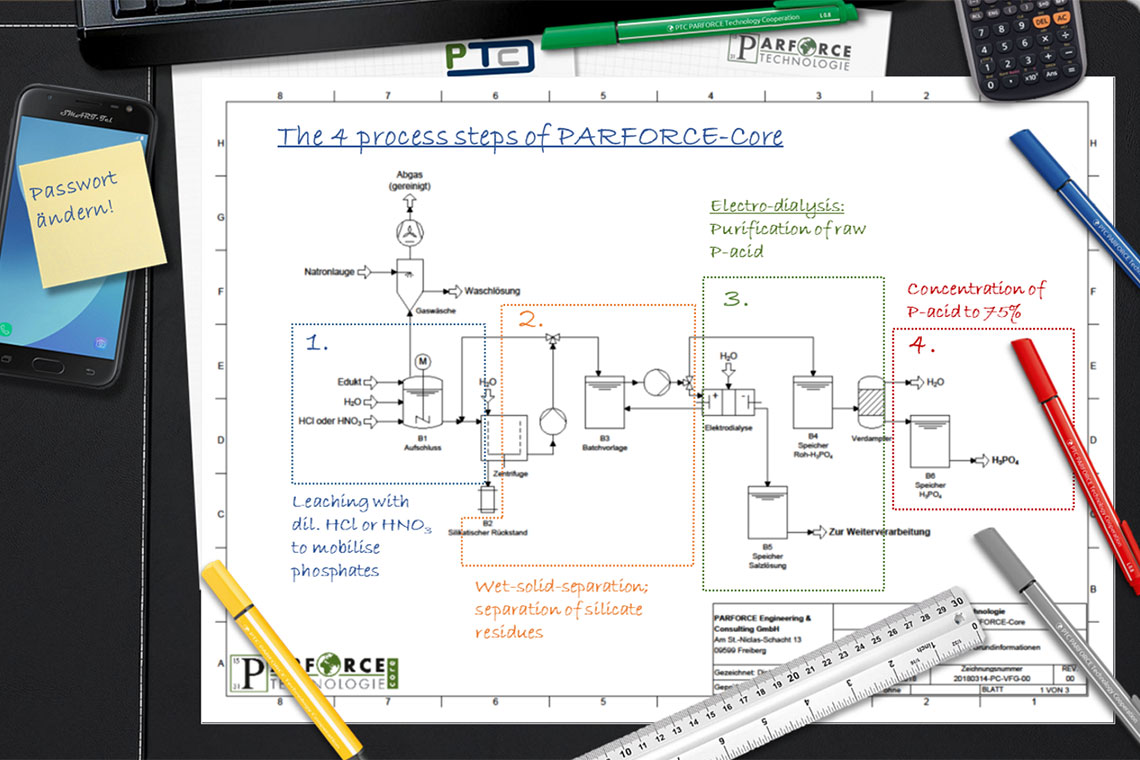
The central process step is an electro-dialysis, with which the raw phosphoric acid is purified. The advantage of this innovative approach is that almost all undesirable components (heavy metals,
calcium, magnesium, potassium, sodium, etc.) are separated from the raw phosphoric acid in one single process step and transferred to a salt solution. Unlike the classic sulphuric acid process, which removes only a few impurities (mainly calcium), no calcium sulphate (gypsum) is produced as an additional residue. In the case of sewage sludge ash, iron and aluminium ions are separated as an additional process step before electro-dialysis.
The saline solution produced in the process can be further processed to obtain useful by-products or to recover the digestion acid. Heavy metals that are transferred into the salt solution are selectively discharged. De-icing agents for winter road maintenance complying to strict environmental standards or calcium nitrate (when ash are digested with nitric acid) can be obtained as by-products. Calcium nitrate is used, among others, as a basic material in fertiliser production.


